

LSSP-500A
噴錫機
在金屬化薄膜電容器之製造過程中, 金屬噴焊工序係處於一個非常關鍵性的地位。因為此項工序是將熔化粉碎後的熱金屬粉粒, 以高速噴塗於對熱能具有極高靈敏度的金屬化膜電容素子端面之薄膜層隙 (POKET) 中, 使電容素子之薄膜自內繞層至外繞層形成一個相同電位之金屬電極面。
金屬粉粒之溫度, 細度(大小), 速度及平均度為此工序影響電容品質的重要因素, 如果不慎選用錯誤之噴焊設備, 將可能導致電容素子端面產生嚴重的損害, 而致使電容器有超於標準的電氣性能。本全自動噴焊機係本公司累積十餘年豐富的技術與經驗, 針對金屬化薄膜電容器之金屬噴焊有關上述特殊性能之要求而設計。
金屬粉粒之溫度, 細度(大小), 速度及平均度為此工序影響電容品質的重要因素, 如果不慎選用錯誤之噴焊設備, 將可能導致電容素子端面產生嚴重的損害, 而致使電容器有超於標準的電氣性能。本全自動噴焊機係本公司累積十餘年豐富的技術與經驗, 針對金屬化薄膜電容器之金屬噴焊有關上述特殊性能之要求而設計。
- 採用直流電弧式系統, 噴焊金屬粉粒非常細小, 且牢固附著於薄膜表面, 可獲得一致性高品質的電容器。
- 具備緊密的關閉系統, 能夠改善工作環境沒有噪音, 且於噴焊房內沒有灰塵。
- 配備3個旋轉台和雙噴槍系統, 能夠不停地操作。
操作流程如下:
素子設定 → 關閉系統開啟 → 素子進入及 完成的素子發出 → 關閉系統關閉 → 噴槍移動 →
素子轉向 → 空氣噴灑 → 開始噴焊 → 噴焊結束 → 空氣噴灑→ 關閉系統開啟。
- 具備素子設定裝置, 可使素子安全的輸入和避免產品損害。
- 每一個噴槍均能設定噴焊次數, 在轉盤邊緣與中心之間採用不同的轉動R.P.M.內建程式, 金屬噴焊的厚度在任何地方都很平均。
- 噴槍僅在素子盤到達噴焊位置時才動作, 可節省材料損耗。
- 噴焊距離調整採用遙控系統, 使操作人員得到最好的噴焊環境。
| 素子盤尺寸 | 直徑: 最大550mm 厚度: 最大105mm 速度: 15~60 R.P.M. (可調) 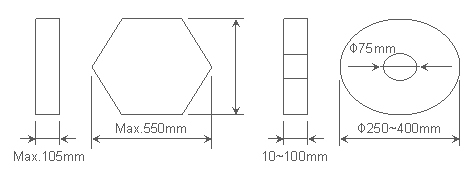 |
|
| 使用材料 | 鋅、鉛、錫鉛、錫銅等線材。 | |
| 材料外徑 | Ø1.6~2 mm | |
| 送線速度 | 0~7000 mm/每分鐘 (可調) | |
| 噴焊距離 | 150~350 mm (可調) | |
| 噴焊速度 | 3.5分鐘以內 / 噴1面4次 | |
| 電源入力 | 輸 入 電 源 | AC 380V Ø3 20KVA |
| 輸出直流電壓 | 18~30V | |
| 輸 出 電 流 | Max. 200A | |
| 空氣壓力 | 第一支噴槍 | 7 kg/cm² |
| 第二支噴槍 | 4.5~5 kg/cm² | |
| 每分鐘消耗量 | Min. 3 m3 | |
| 噴層厚度 | 第一層: 0.30~0.35 mm (可調) 第二層: 0.23~0.28 mm (可調) |
|
| 機台尺寸 | 長2700 x 寬2000 x 高2250 mm | |
| 機台重量 | 約750 kgs | |
